Operations large and small can save time and money by improving the measurement accuracy and level detection and control of powders and bulk solids in bins, silos, and hoppers. The right investment in bin level detection and control can also improve plant safety by reducing risk to workers who are called on to physically monitor bin levels under challenging conditions.
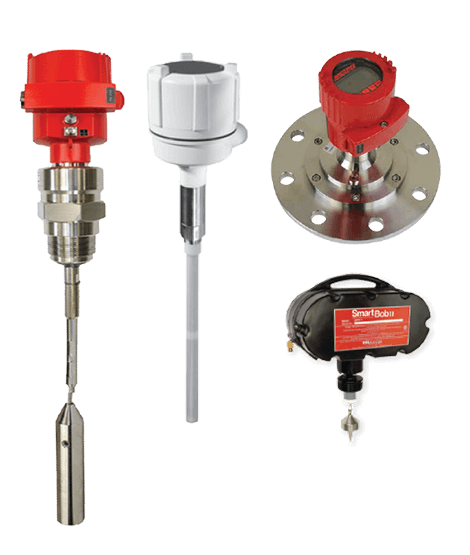
A bin level indicator (also referred to as a bin level sensor) is a device or system used to measure/establish and/or monitor the level of a stored powder or bulk solid material in a bin, silo, hopper, or other container used as part of a bulk materials handling process.
There are two major categories of solutions available: The first offers continuous level measure and management. These products report bin status on a real-time basis, enabling just-in-time replenishment. The second offers point level control. This product category provides simple alerts to prevent bin overfill or empty conditions.
We represent the industry leaders in bin level detection, level measurement, and level monitoring. In partnering with them, we are able to offer the most comprehensive line of quality solutions available anywhere. In addition, our inhouse expertise in bulk solids-handling products and services allows us to provide you with the comprehensive advice you need to choose the right approach to optimizing your operation.
Talk with us about how you might enhance safety, prevent bin overflows or product shortages, and improve your bulk solids inventory management.
Why Airmatic?
Among the hundreds of products we offer to assist with bin level indication and flow detection, you’re sure to find what you need to improve or correct your circumstances. Equally important is the expertise that you’ll get when you consider buying from us.
When you have questions or need advice, you can consult with expert professionals who are far more than salespeople. Our team includes engineers who can talk with you or your experts knowledgeably. You can also turn to us with confidence for installation, maintenance, or repair of the products you purchase from us.
In short, we are far more than a distributor at AIRMATIC. We are a solution provider.
Learn more reasons to buy from AIRMATIC.